a.人工将减速机箱盖按照一定的方向和顺序摆放在物料定位小车上;
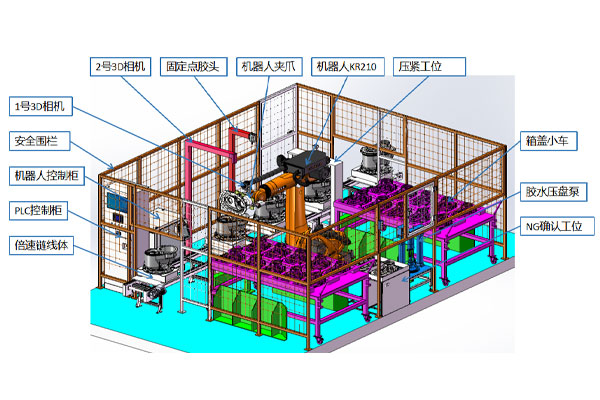
b.作业员将箱盖小车推放至涂胶工作站中指定位置,该区域设置有导向机构及到位传感器,并通知系统小车已到位;
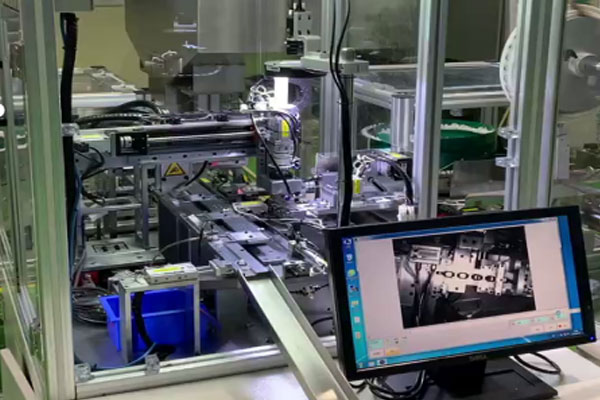
c.减速机箱体通过倍速链线体被带到2号3D相机下方,顶升机构上升将产品精确定位,相机拍照确定产品的精确位置并确定产品型号,然后通知机器人和1号3D相机在小车上抓取相同型号的箱盖;
d.机器人移动到小车上方,机器人夹爪上的1号3D相机检测拍照识别产品类型存入系统且确定产品位置,以引导机器人夹爪去准确的抓取产品;
e.机器人夹爪翻转使箱盖涂胶面朝上并送至2号3D相机下方,3D相机再次确认箱盖位置,并引导机器人调整至涂胶原点位置;
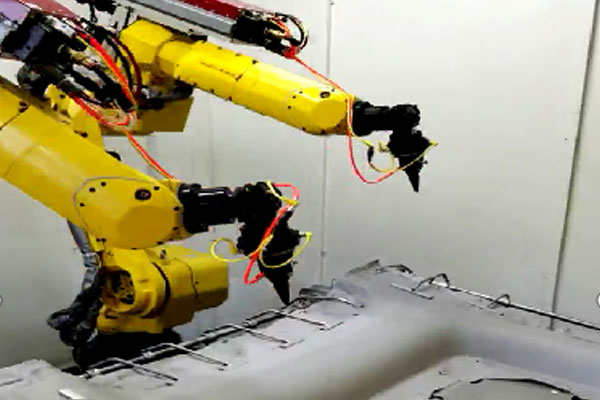
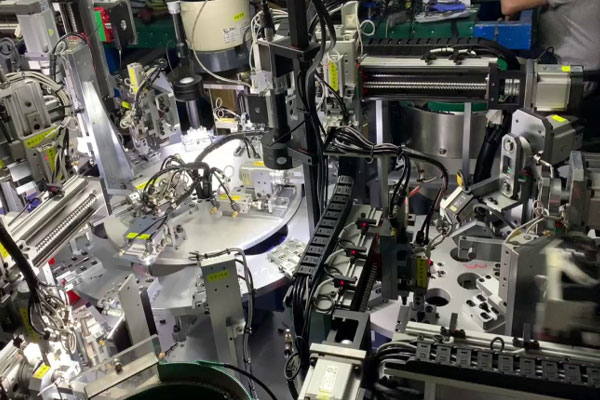
f.机器人移动箱盖至点胶头下方,点胶系统启动,机器人带动箱盖走轨迹对箱盖进行涂胶;
g.涂胶结束后机器人将箱盖移动到2号3D相机位置,拍照检查点胶效果,如果点胶OK则进入装配工序,如果点胶效果NG则机器人带箱盖至NG品检测窗口进行人工确认,人工确认OK可继续进行,若人工确认NG则机器人将箱盖放置在NG品工位;
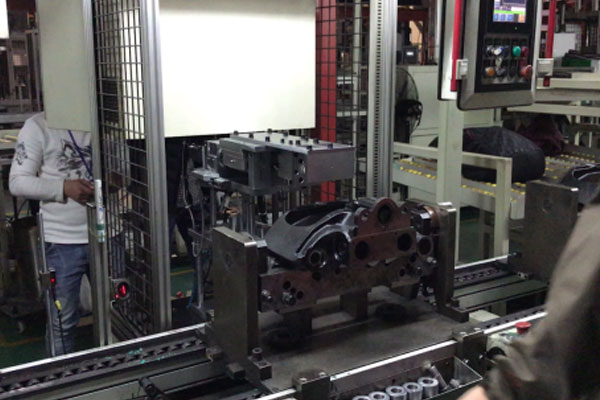
h.机器人带涂胶结束的箱盖翻转装配在已确认好位置的减速机箱体上;
i.升降机构下降,降产品带至箱盖下压工位,扫码枪对箱盖上方进行扫码并上传至系统。
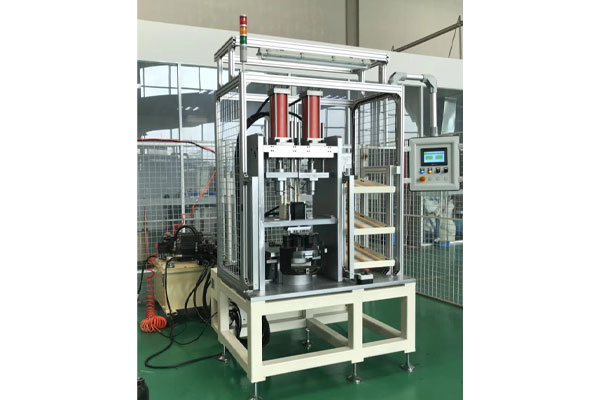
j.下压装置在200KG的压力下将箱盖压紧,并流入下一站,工艺结束。